




磁屏蔽材料的详细介绍
磁屏蔽材料
磁屏蔽材料
基本原理
当磁场的频率很低(工频或100KHz以下)时,传统的屏蔽方法几乎没有作用。低频磁场一般由马达、发电机、变压器等设备产生。这些磁场会对利用磁场工作的设备产生影响,如阴极射线管中的电子束是在磁场的控制下进行扫描的,当有外界磁场干扰时,电子束的偏转会发生变化,使图像失真。
低频磁场的屏蔽是使用铁磁性材料将敏感器件包起来。屏蔽的作用是为磁场提供一条低磁阻的通路,使敏感器件周围的磁力线集中在屏蔽材料中,从而起到屏蔽的作用。
设计中的一个关键是选择一种材料既能提供足够的屏蔽效能,又不至于发生饱和。当要屏蔽的磁场很强时,一层屏蔽可能满足不了要求,这时可以采用多层屏蔽。多层屏蔽的原理是先用导磁率较低,不易饱和的材料将磁场衰减到一定的程度,然后再用磁导率很高(通常容易发生饱和)的材料进行进一步衰减。因此低导磁率的材料应靠近干扰源。
完全的封闭体能够提供最理想的磁屏蔽效果。但在实践中,不封闭的结构,如五面体或更少面的结构,甚至平板也能提供满足要求的屏蔽效能。当使用平板时,应使平板体的长度和宽度大于干扰源到敏感源之间的距离。由于材料的磁阻与屏蔽结构的尺寸有关,因此除了选用合适的材料以外,尽量缩短磁路的长度、增加截面积也能增加磁屏蔽效能。
磁屏蔽材料特性
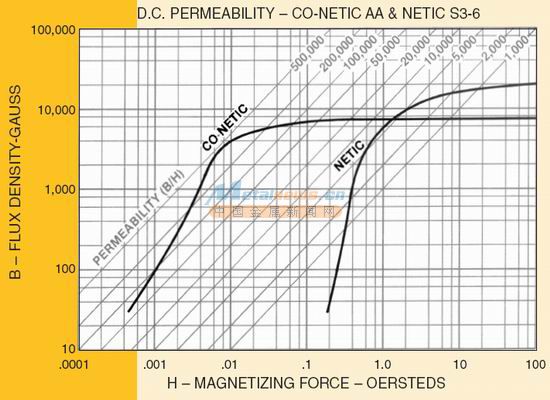
CO—NETIC和NETIC材料是两种特殊的磁屏蔽材料。CO-NETIC材料具有极高的导磁率,可以有效衰减低频磁场干扰,达到极高磁场屏蔽,NETIC材料有极好的抗磁饱和能力,能在强磁场产生一定衰减。
物理与磁特性
|
技术参数 |
CO-NETIC AA |
CO-NETIC AA |
CO-NETIC B |
NETIC S3-6 |
|
完全退火 |
压力退火 |
压力退火 |
压力退火 |
|
|
密度 |
8.74 |
8.74 |
8.18 |
7.86 |
|
膨胀系数,per ℃ x 10-6 |
12.6 |
12.6 |
8.3 |
13.7 |
|
拉伸强度,PSI x 103 |
64 |
85 |
80 |
42 |
|
屈服应力,PSI x 103 |
18.5 |
33 |
27 |
27 |
|
弹性模量,PSI x 106 |
25 |
30 |
24 |
30 |
|
硬度,Rockwell B |
50 Ref. |
70 Ref. |
68 Ref. |
50 Ref. |
|
2英寸伸长率(百分比) |
27% |
32% |
32% |
38% |
|
熔点 |
2650oF |
2650oF |
2600oF |
2790oF |
|
导热性(cal/sec/cm2 /cm/℃) at |
.138 |
.138 |
.037 |
.118 |
|
电阻 ohms/cir mil-foot |
330 |
330 |
290 |
64 |
|
微欧姆-厘米 |
55 |
55 |
48 |
11 |
|
饱和感应(高斯) |
8,000 |
8,000* |
15.000* |
21,400 |
|
起始磁导率 |
30.000 |
30,000* |
8,000* |
200 |
|
磁导率 at 40 B |
75,000 |
75,000* |
12,000* |
300 |
|
磁导率 at 200 B |
135,000 |
135,000* |
30.000* |
500 |
|
最大磁导率 |
450,000 |
45,000* |
150,000* |
4.000 |
|
磁感应 at μ max |
3.000 |
3,000* |
7,000* |
8.000 |
|
抗磁力 Hc,奥斯特 |
.015 |
.015* |
.05 |
1.0 |
|
居里温度 |
850oF |
850oF |
840oF |
1420oF |
|
最低工作温度 |
4oK |
4oK |
4oK |
4oK |
a,Stress Annealed(压力退火处理)的材料在加工完毕后,为了获得最佳的屏蔽效能,要再进行退火处理。
b,Perfection Annealed(完全退火处理)的材料只要在加工过程中没有激烈的成型和拉伸,加工完毕后不需要再退火。
c,尺寸:压力退火处理的材料:
完全退火处理的材料:737mm,356mm。
产品规格
l 板材
CO-NETIC AA 合金
压力退火处理板(Stress Annealed Sheet)*
|
厚度 |
宽度 |
长度 |
|||
|
Inches |
mm |
Inches |
mm |
Inches |
mm |
|
.014 |
0,356 |
30 |
762 |
120 |
3048 |
|
.020 |
0,508 |
30 |
762 |
120 |
3048 |
|
.025 |
0,635 |
30 |
762 |
120 |
3048 |
|
.030 |
0,762 |
30 |
762 |
120 |
3048 |
|
.040 |
1,016 |
30 |
762 |
120 |
3046 |
|
.050 |
1,270 |
30 |
762 |
120 |
3048 |
|
.062 |
1,575 |
30 |
762 |
120 |
3048 |
|
.100 |
2,540 |
24 |
610 |
120 |
3048 |
CO-NETIC AA 合金
完全退火处理(Perfection Annealed Sheet)*
|
厚度 |
宽度 |
长度 |
|||
|
Inches |
mm |
Inches |
mm |
Inches |
mm |
|
.014 |
0,356 |
30 |
762 |
59 |
1499 |
|
.020 |
0,508 |
30 |
762 |
59 |
1499 |
|
.025 |
0,635 |
30 |
762 |
59 |
1499 |
|
.030 |
0,762 |
30 |
762 |
59 |
1499 |
|
.040 |
1,016 |
30 |
762 |
59 |
1499 |
|
.050 |
1,270 |
30 |
762 |
59 |
1499 |
|
.062 |
1,575 |
30 |
762 |
59 |
1499 |
CO-NETIC B 合金
压力退火处理板(Stress Annealed Sheet)*
|
厚度 |
宽度 |
长度 |
|||
|
Inches |
mm |
Inches |
mm |
Inches |
mm |
|
.025 |
0,635 |
9 |
228 |
120 |
3048 |
NETIC S3-6 合金
压力退火处理板(Stress Annealed Sheet)*
|
厚度 |
宽度 |
长度 |
|||
|
Inches |
mm |
Inches |
mm |
Inches |
mm |
|
.014 |
0,356 |
30 |
762 |
120 |
3048 |
|
.020 |
0,508 |
30 |
762 |
120 |
3048 |
|
.025 |
0,635 |
30 |
762 |
120 |
3048 |
|
.030 |
0,762 |
30 |
762 |
120 |
3048 |
|
.050 |
1,270 |
30 |
762 |
120 |
3048 |
|
.062 |
1,575 |
30 |
762 |
120 |
3048 |
|
.095 |
2,413 |
24 |
610 |
120 |
3048 |
l 箔材
CO-NETIC AA 箔
完全退火处理(Perfection Annealed)
|
厚度 |
宽度 |
厚度 |
宽度 |
||||
|
Inches |
mm |
Inches |
mm |
Inches |
mm |
Inches |
mm |
|
.002 |
0,051 |
4 |
101,6 |
.006 |
0,152 |
15 |
381,0 |
|
.004 |
0,102 |
4 |
101,6 |
.010 |
0,254 |
4 |
101,6 |
|
.004 |
0,102 |
15 |
381,0 |
.010 |
0,254 |
15 |
381,0 |
|
.006 |
0,152 |
4 |
101,6 |
|
|
|
|
NETIC S3-6箔
完全退火处理(Perfection Annealed)
|
厚度 |
宽度 |
||
|
Inches |
mm |
Inches |
mm |
|
.004 |
0,102 |
4 |
101,6 |
|
.004 |
0,102 |
15 |
381,0 |
说明:
a,所有箔材料是完全退火处理的。
b,每卷的长度有三种:25英尺,50英尺,100英尺。
c,可以带背胶,胶的温度范围是一
a.材料的选用
CO—NETIC AA材料主要用于低场强的场合。NETICS3—6材料由于具高磁饱和强度特性,主要用于强磁场的场合。当联合使用构成多层屏蔽时,NETIC材料靠近干扰源,CO—NETIC材料靠近被保护的器件。
b.焊接方法
亚弧焊是理想的焊接方法,因为亚弧焊过程中不使用填充料,可以保持导磁的连续性。当使用填充料时,应使用母料的材料。在许多场合,使用点焊可以降低成本,并提供较好的效果。为了保持较好的磁通路,点焊的密度应尽量大。
c.C0一NETIC材料的退火处理
为了获得最佳的磁屏蔽效果,加工完成后应进行退火处理。退火的温度和冷却速率必须严格控制才能获得最佳的磁屏蔽效能。炉内的气体是一个关键的因素。理想的气体是纯、干躁氢气。退火的最佳温度是
d.NETIC材料的退火
NETIC材料的最佳退火温度是
e.CO—NETIC材料的涂覆处理
CO—NETIC材料由于含镍量很高,具有很好的抗腐蚀特性。在氢气中退火后,呈现光亮的表面,因此一般不需要涂覆处理。必须进行涂覆处理时,可以按普通的程序进行。
f.NETIC材料的喷漆处理
为了保护材料的表面不被氧化,可以使用以下的处理步骤:
(1)清除表面的油污
(2)对表面进行磷化处理
(3)锌磷酸盐处理
(4)使用适当的漆喷涂
